
Einfluss der Glühtemperatur auf gekühlte Walzen aus duktilem Gusseisen mit niedrigem Chrom-Molybdän-Gehalt
Beeinflusst durch den Gießprozess weist die gehärtete Walze aus duktilem Gusseisen mit niedrigem Chrom-Molybdän-Gehalt eine relativ große Gussspannung im Gusszustand auf, so dass eine Spannungsarmglühbehandlung erforderlich ist. Die Praxis hat gezeigt, dass die Spannungsarmglühtemperatur nicht nur den Grad des Spannungsabbaus beim Gießen beeinflusst, sondern auch die Struktur und Leistung der Walze beeinflusst.
Bei Verwendung eines elektrischen Hochfrequenz-Induktionsofens zum Schmelzen von geschmolzenem Eisen im Bodengussverfahren beträgt der Durchmesser der Walzenarbeitsfläche 288 mm und die Zusammensetzung ist in Tabelle 1 gezeigt. Verwenden Sie eine Drehmaschine, um eine 20 mm dicke und 40 mm breite (Radialabmessung) ) Ring aus der gewalzten gekühlten Schicht. Der Ring wurde in mehrere Proben geschnitten, die bei verschiedenen Temperaturen geglüht und wärmebehandelt wurden, und dann wurden die metallographische Struktur und Härte beobachtet.
Abbildung 1 zeigt die metallographische Struktur der Außenseite des Walzenschnittrings (nahe dem kalten Typ) und der Innenseite des geschnittenen Rings (nahe dem Walzenkern). Abbildung 1a und Abbildung 1b zeigen, dass die Walzenstruktur im Gusszustand Perlit, Ledeburit und Karbid ist. Die Menge an Karbiden an der Außenseite des Tangentenrings ist höher und die Menge an Perlit ist geringer und die Menge an Karbiden an der Innenseite des Tangentenrings ist geringer und die Menge an Perlit ist höher. . Der Test zeigt, dass selbst wenn die Glühtemperatur 600 °C erreicht und die Haltezeit 4 Stunden beträgt, die Walzenstruktur immer noch keine offensichtliche Veränderung aufweist, wie in Abbildung 1c und Abbildung 1d gezeigt.

(a) wie außen gegossen (b) wie innen gegossen
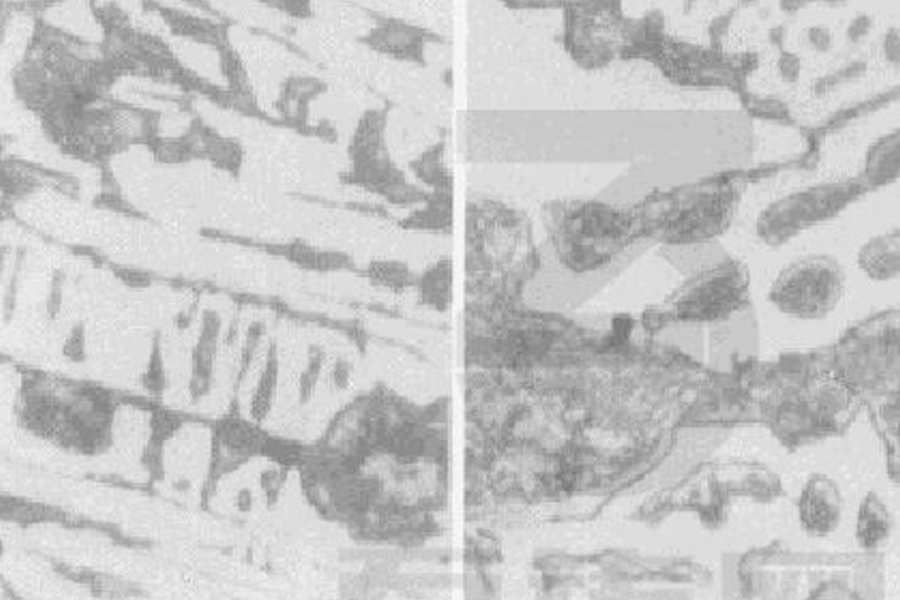
(c) Die Außenseite nach 600℃×4h Wärmebehandlung (d) Die Innenseite nach 600℃×4h Wärmebehandlung
Abbildung 1 Walzenmetallographische Struktur
Bild 2 zeigt die Härte an verschiedenen Stellen des Schnittringes der Walzenarbeitsschicht im Gusszustand und nach unterschiedlichen Wärmebehandlungen. Die Abbildung zeigt, dass die Härte der Walze von der Außenseite zur Innenseite des Schneidrings allmählich abnimmt. Nach der Wärmebehandlung nimmt die Härte der Walze ab und die Abnahme der Härte nimmt mit steigender Wärmebehandlungstemperatur zu. Wenn die Wärmebehandlungstemperatur 600°C erreicht, nimmt die Härte stark ab. Je nach Kundenwunsch an die Härte der Walzen wählen wir bei der Produktion eine Glühtemperatur von 400℃.

Diskussion
Die Verringerung der Walzenhärte nach der Wärmebehandlung wird durch drei Faktoren verursacht. Einer davon ist, dass sich die metallographische Struktur während der Wärmebehandlung ändert, beispielsweise durch die Zersetzung von Karbiden. Gemäß Fig. 1 weist die Walzenstruktur, selbst wenn die Wärmebehandlungstemperatur 600°C erreicht, immer noch keine wesentliche Änderung auf. Dieses Ergebnis steht im Einklang mit dem Phasendiagramm der Ferrolegierung [1]. Es ist ersichtlich, dass die Abnahme der Walzenhärte nicht durch Änderungen der metallographischen Struktur verursacht wird. Zweitens diffundieren die Legierungselemente gleichmäßig und der Übersättigungsgrad wird während des Wärmebehandlungsprozesses, dh durch Veränderungen im Gefüge, reduziert. Um den Einfluss dieses Faktors zu bestimmen, wurde im Experiment die Mikrohärte von Karbid und Perlit nach verschiedenen Wärmebehandlungen gemessen (siehe Abbildung 3). Die Messergebnisse zeigen, dass die Mikrohärte von Perlit und Karbiden nach der Wärmebehandlung unterschiedlich stark abnimmt. Dieses Phänomen muss zu einer Verringerung der makroskopischen Härte der Walze führen. Die dritte ist die Verringerung der makroskopischen Härte der Walze mit dem Abbau von Gießspannungen.
Zusammenfassung
Nachdem die gekühlte Walze aus duktilem Molybdän mit niedrigem Chromgehalt geglüht und bei weniger als 600°C wärmebehandelt wurde, ändert sich die metallographische Struktur nicht wesentlich, aber die makroskopische Härte wird verringert. Wenn die Wärmebehandlungstemperatur weniger als 450°C beträgt, nimmt die Co-Härte wenig ab, und wenn die Wärmebehandlungstemperatur höher als 600°C ist, nimmt die Härte mehr ab. Der Grund für die Abnahme der makroskopischen Härte ist die Abnahme der Mikrohärte und die Beseitigung von Gussspannungen.
Bitte bewahren Sie die Quelle und Adresse dieses Artikels für den Nachdruck auf: Einfluss der Glühtemperatur auf gekühlte Walzen aus duktilem Gusseisen mit niedrigem Chrom-Molybdän-Gehalt
Mingh Druckgussunternehmen sind der Herstellung und Bereitstellung von hochwertigen und leistungsstarken Gussteilen gewidmet (das Angebot an Metalldruckgussteilen umfasst hauptsächlich) Dünnwandiger Druckguss,Heißkammerdruckguss,Kaltkammerdruckguss), Runder Service (Druckguss-Service,CNC-Bearbeitung,Formenbau,Oberflächenbehandlung). Alle kundenspezifischen Aluminium-Druckguss-, Magnesium- oder Zamak/Zink-Druckguss- und andere Gussanforderungen können uns gerne kontaktieren.

Unter der Kontrolle von ISO9001 und TS 16949 werden alle Prozesse durch Hunderte von fortschrittlichen Druckgussmaschinen, 5-Achsen-Maschinen und anderen Einrichtungen durchgeführt, von Blasgeräten bis hin zu Ultraschall-Waschmaschinen.Minghe verfügt nicht nur über fortschrittliche Ausrüstung, sondern auch über professionelle Team aus erfahrenen Ingenieuren, Bedienern und Inspektoren, um das Design des Kunden zu verwirklichen.

Auftragsfertigung von Druckgussteilen. Zu den Fähigkeiten gehören Kaltkammer-Aluminium-Druckgussteile von 0.15 lbs. bis 6 lbs., Schnellwechseleinrichtung und Bearbeitung. Mehrwertdienste umfassen Polieren, Vibrieren, Entgraten, Kugelstrahlen, Lackieren, Plattieren, Beschichten, Montage und Werkzeugbau. Zu den Materialien, mit denen gearbeitet wird, gehören Legierungen wie 360, 380, 383 und 413.

Unterstützung bei der Konstruktion von Zinkdruckguss / gleichzeitige Engineering-Dienstleistungen. Auftragsfertigung von Präzisions-Zink-Druckgussteilen. Es können Miniaturgussteile, Hochdruck-Kokillengussteile, Mehrschieber-Kokillengussteile, konventionelle Kokillengussteile, Einzel- und Einzeldruckgussteile sowie hohlraumdichte Gussteile hergestellt werden. Gussteile können in Längen und Breiten bis zu 24 Zoll in +/-0.0005 Zoll Toleranz hergestellt werden.

ISO 9001: 2015 zertifizierter Hersteller von Magnesium-Druckguss. Zu den Fähigkeiten gehören Hochdruck-Magnesium-Druckguss bis zu 200 Tonnen Heißkammer und 3000 Tonnen Kaltkammer, Werkzeugdesign, Polieren, Formen, Bearbeitung, Pulver- und Flüssiglackierung, vollständige Qualitätssicherung mit KMG-Fähigkeiten , Montage, Verpackung & Lieferung.

ITAF16949-zertifiziert. Zusätzlicher Casting-Service inklusive Feinguss,Sandguss,Schwerkraftguss, Verlorener Schaumguss,Schleuderguss,Vakuumgießen,Dauerguss,.Zu den Fähigkeiten gehören EDI, technische Unterstützung, Volumenmodellierung und Sekundärverarbeitung.

Gussindustrie Teile-Fallstudien für: Autos, Fahrräder, Flugzeuge, Musikinstrumente, Wasserfahrzeuge, optische Geräte, Sensoren, Modelle, elektronische Geräte, Gehäuse, Uhren, Maschinen, Motoren, Möbel, Schmuck, Vorrichtungen, Telekommunikation, Beleuchtung, medizinische Geräte, Fotogeräte, Roboter, Skulpturen, Tongeräte, Sportgeräte, Werkzeuge, Spielzeug und mehr.
Was können wir Ihnen als nächstes helfen?
∇ Zur Startseite gehen für Druckguss China
→Gussteile- Finden Sie heraus, was wir getan haben.
→Bewertete Tipps zu Druckgussdienste
By Minghe Druckgusshersteller |Kategorien: Hilfreiche Artikel |Werkstoff Stichworte: Aluminiumguss, Zinkguss, Magnesiumguss, Titanguss, Edelstahlguss, Messingguss,Bronzeguss,Casting-Video,Unternehmensgeschichte,Aluminiumdruckguss |Kommentare deaktiviert







