
Einfluss von Bohrer und Nickel auf die Beständigkeit gegen thermische Schäden von 4Cr5Mo2V-Druckgussstahl

4Cr5 Mo2V ist ein häufig verwendeter Druckgussstahl. Beim Druckgießen von Aluminiumlegierungen erleidet die Form aufgrund der Erosion und Adhäsion von geschmolzenem Aluminium thermische Schäden, wie thermische Ermüdung und thermischen Schmelzverlust, was zu einer Abnahme ihrer Härte und sogar zu einem vorzeitigen Ausfall führt.
Um zu untersuchen, ob Nickel oder Trockenheit die thermische Beschädigungsbeständigkeit von Druckgussformen aus Aluminiumlegierungen verbessern kann, wurden 4Cr5 Mo2V-Stahl und 4Cr5Mo2V-Stahl Testblöcke mit 1 % Ni und 1 % Co (Massenanteil) hergestellt und anschließend eingelegt Abschrecken und Anlassen. In der feststehenden Kokille der Druckgussform wurde die ADC12-Aluminiumlegierung mit einer Temperatur von 800 °C anschließend 200 bis 1,000 Mal druckgegossen und die Makromorphologie und Oberflächenhärte des Testblocks untersucht.
Die Ergebnisse zeigen, dass der 1,000Cr4Mo5V-Stahltestblock nach 2-maligem Druckgießen einer Aluminiumlegierung am stärksten an Aluminium haftete und nur sehr wenige netzartige Risse erzeugte; der Testblock aus Ni-haltigem Stahl haftete leicht an Aluminium und der Testblock aus Co-haltigem Stahl haftete am wenigsten an Aluminium, was darauf hinweist, dass der Gehalt an 1% Co 4Cr5Mo2V-Stahl die beste Beständigkeit gegenüber thermischen Schäden gegenüber druckgegossenen Aluminiumlegierungen aufweist. Darüber hinaus verringerte sich die Oberflächenhärte von 1,000Cr4Mo5V-Stahl, nickelhaltigen und trockenen 2Cr4Mo5V-Stahlproben im Vergleich zur Härte vor dem Druckguss der Aluminiumlegierung nach 2-maligem Druckguss um 2.8, 1.8 und 1.4 HRC, d. mehrere Druckguss-Aluminiumlegierungen. Die nachteilige Wirkung auf die Oberflächenhärte des nickelhaltigen und trockenen 4Cr5Mo2V-Stahls ist geringer als die des 4Cr5Mo2V-Stahls, was mit der Mischkristall-Verfestigungswirkung von Co und Ni zusammenhängt, die die Erosionsbeständigkeit von Aluminiumflüssigkeiten von die Form und machen die Form weniger anfällig für thermische Schäden.
Der Druckguss von Aluminiumlegierungen ist ein komplexer Hochtemperatur- und Hochdruckprozess. Es gibt viele Faktoren, die die Leistung der thermischen Beschädigung (einschließlich thermischer Ermüdung und Wärmeverlust) von Druckgussformen aus Aluminiumlegierungen beeinflussen. Unter diesen ist die Zusammensetzung von Warmarbeitsgesenkstahl besonders wichtig.
Unter normalen Umständen kann das Versagen der Druckgussform durch Rissbildung und plastische Verformung vermieden werden. Formrisse werden normalerweise durch versehentliche mechanische Überlastung oder thermische Überlastung verursacht, was zu einer starken Spannungskonzentration führt. Frühzeitige Rissbildung bei thermischer Ermüdung und Schweißverlust (thermische Oberflächenschädigung) von Druckgussformen sind die Hauptversagensarten, und die beiden beeinflussen sich oft gegenseitig. 4Cr5Mo2V-Stahl ist ein weit verbreiteter Warmarbeitsstahl mit guter Verschleißfestigkeit und Beständigkeit gegen plastische Verformung. Bohrer und Nickel sind häufig verwendete Legierungselemente, die die Festigkeit und Härte von Stahl effektiv erhöhen können und einen gewissen Einfluss auf die Widerstandsfähigkeit gegen thermische Schäden haben. Daher werden 4Cr5Mo2V-Stahl, 4Cr5Mo2V mit 1% Ni und 1% Co (Massenanteil, siehe unten) untersucht. Die Beständigkeit des Stahls gegen Schäden durch geschmolzenes Aluminium ist von großer Bedeutung, um die tatsächliche Produktion zu leiten.
Die meisten Methoden zur Untersuchung der thermischen Schädigung von Druckgussformstahl vor der Mündung bestehen jedoch darin, das Erhitzen und Abkühlen zu simulieren. Die Gesenkstahlprobe kommt nicht direkt mit dem geschmolzenen Aluminium in Kontakt und beinhaltet nicht die Scheuerwirkung des geschmolzenen Aluminiums, wie beispielsweise eine direkte Induktionserwärmung der Gesenkstahlprobe. -EIN. In dieser Veröffentlichung wurden Testblöcke aus Dreikomponenten-Formstahl hergestellt und in die Druckgussform eingebettet, um den Druckgusstest der ADC12-Aluminiumlegierung durchzuführen. Schadensleistung von geschmolzenem Aluminium.
1.Testmaterialien und -methoden
1.1 Testmaterialien
Die chemische Zusammensetzung von 4Cr5Mo2V-Stahl, 4Cr5Mo2V-Stahl mit 1 % Ni (im Folgenden als 4Cr5Mo2V + Ni-Stahl bezeichnet) und 4Cr5 Mo2V-Stahl mit 1 % Co (im Folgenden als 4Cr5Mo2V + Co-Stahl bezeichnet) sind in Tabelle 1 aufgeführt gegossen mit ADC12 Die chemische Zusammensetzung der Aluminiumlegierung ist in Tabelle 2 dargestellt.
| Tabelle 1 Chemische Zusammensetzungen der untersuchten Druckgussstähle (Massenanteil) % | |||||||
| Werkstoff | C | Cr | Mo | V | Co | Ni | Si |
| 4Cr5Mo2V-Stahl | 0.39 | 4.65 | 2. 21 | 0.46 | - | - | 0. 23 |
| 4Cr5Mo2V+Ni-Stahl | 0.38 | 4.72 | 2.34 | 0. 51 | - | 1.02 | 0. 21 |
| 4Cr5Mo2V+Co-Stahl | 0.41 | 4.67 | 2.40 | 0.48 | 1.03 | - | 0. 24 |
| Tabelle 2 Chemische Zusammensetzung der ADC12-Aluminiumlegierung % | |||||||||
| Element | Cu | Mg | Mn | Fe | Si | Zn | Ti | Pb | Sn |
| Qualitätsfaktor | 1.74 | 0.22 | 0.16 | 0.76 | 10.70 | 0.87 | 0.064 | 0.035 | 0. 010 |
1.2 Testmethode
Der geglühte 4Cr5Mo2V-Stahl, 4Cr5Mo2V + Ni-Stahl und 4Cr5Mo2V + Co-Stahl wurden wie in Abbildung 1 gezeigt zu Prüfblöcken verarbeitet. Nach dem Abschrecken im Vakuum wurden sie zweimal mit einer Härte von ca. 47 HRC angelassen und zur Entfernung von Oxidzunder feingeschliffen.
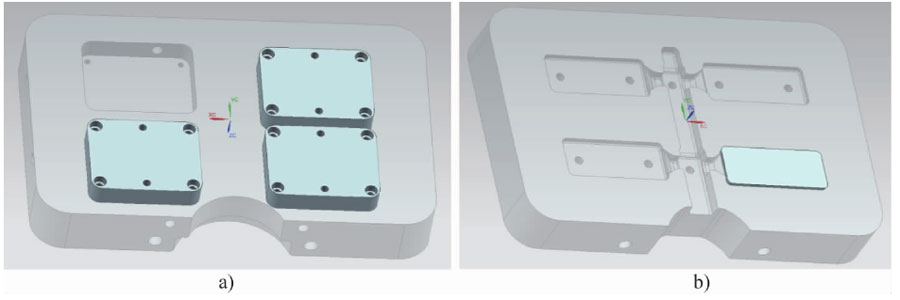
Die Gruppennummer des Prüfkörpers wird in die Nut der feststehenden Kokille eingelassen und die Kavität der Aluminium-Druckguss-Legierung in die bewegliche Kokille eingesetzt, wie in Bild 2 dargestellt. Eine 500 t horizontale Kaltkammer-Druckgussmaschine und eine selbst konstruierte Form wurden für den Druckgusstest des ADC12-Aluminiumlegierungsblechs verwendet, und die Aluminiumlegierung wurde wiederverwendet. Die Temperatur des geschmolzenen Aluminiums ist höher, 800 °C, um den Test zu beschleunigen (im Allgemeinen beträgt die Druckgusstemperatur der ADC12-Aluminiumlegierung (650 120) °C). Da die Temperatur des geschmolzenen Aluminiums 800 °C beträgt, was den Schmelzpunkt der intermetallischen Fe-Al-Verbindung nicht erreicht, wird die resultierende Verbindung in dem geschmolzenen Aluminium nach dem Abfallen als Verunreinigungen vorliegen. Die wiederholte Verwendung des geschmolzenen Aluminiums führt auch zu einer Zunahme von Verunreinigungen und verstärkt das Aluminium. Die scheuernde Wirkung der Flüssigkeit, wodurch der Test beschleunigt wird.
Nach dem Druckgusstest wurde ein Stereomikroskop verwendet, um das Aluminiumadhäsionsphänomen auf der Oberfläche des Testblocks zu beobachten; ein Ultratiefen-Mikroskop wurde verwendet, um den Grad der Aluminiumadhäsion weiter zu beobachten und ob es Risse auf der Oberfläche des Testblocks gab.
2.Testergebnisse und Analyse
2. 1 Oberflächenmorphologie des Testblocks
2.1.1 Oberflächenklebendes Aluminium
Bild 3 zeigt die Oberflächenmorphologie der drei Stahlprüfblöcke ohne Druckguss und nach 600,1000 Druckgussvorgängen. Aus Abbildung 3 (b, e, h) ist ersichtlich, dass der 600Cr4Mo5V-Stahlprüfkörper nach 2 Druckgussvorgängen die stärkste Aluminiumhaftung aufweist.
Der 4Cr5Mo2V + Co-Stahlprüfkörper haftet am wenigsten an Aluminium. Bild 3 (c, f, i) zeigt, dass die Aluminiumhaftung auf der Oberfläche der drei Testblöcke nach 1,000-maligem Druckguss zugenommen hat. Die Oberfläche des Testblocks aus 4Cr5Mo2V-Stahl weist eine deutliche Aluminiumhaftung auf, während die anderen beiden Testblöcke eine leichte Aluminiumhaftung aufweisen. Der 4Cr5Mo2V + Co-Stahltest Der Aluminiumklumpen ist am wenigsten und gleichmäßiger, was darauf hinweist, dass der diamanthaltige 4Cr5Mo2V-Stahl die beste Beständigkeit gegen Schäden durch flüssiges Aluminium aufweist, während der 4Cr5Mo2V-Stahl die schlechteste ist. Die Zugabe von Bohrer- und Nickelelementen ist vorteilhaft, um die Hochtemperaturhärte von Gesenkstahl 9-10 zu stabilisieren, und die Oberfläche lässt sich bei wiederholtem Kontakt mit geschmolzenem Aluminium nicht leicht "erweichen", so dass die Erosionsbeständigkeit des flüssigen Aluminiums und die Aluminiumhaftung besser sind ist gering. Während des Druckgusstests tritt das geschmolzene Aluminium in die Kavität ein, um den Testblock zu kontaktieren, und die unebene Struktur des Testblocks, der Bereich mit Bearbeitungsfehlern und andere lokale Bereiche bleiben leicht am Aluminium haften. Das Aluminium im aluminiumgebundenen Bereich reagiert mit dem Stahl, um Fe zu bilden.} Al spröde Zwischenverbindung, die unter dem Scheuern der Hochdruck-Aluminiumflüssigkeit bricht und abblättert, was zu Löchern auf der Formoberfläche führt und mehr schwere Aluminiumverklebung unter dem Scheuern der Aluminiumflüssigkeit.
2.1.2 Oberflächenrisse
Abbildung 4 zeigt die Supertiefen-Morphologie von Stahlproben aus 4Cr5Mo2V-Stahl, 4Cr5Mo2V + Ni-Stahl und 4Cr5Mo2V + Co-Stahl nach 1,000 Druckgussvorgängen. Aus Fig. 4(a) ist ersichtlich, dass auf der Oberfläche des 4 Cry Mot V-Stahltestblocks eine kleine Anzahl von Mikrorissen in einer nahezu Nettoform verteilt ist. Das anhaftende Aluminium und das geschmolzene Aluminium reagieren mit Stahl, um Fe.}Al-Verbindungen zu bilden. Der Wärmeausdehnungskoeffizient von Fe.}Al unterscheidet sich von dem der Matrix, was zu einer sehr geringen Menge an Mikrorissen im anhaftenden Aluminium und Fe.}Al und den Verbindungen führt. Die Scheuerwirkung des geschmolzenen Aluminiums bewirkt, dass sich die Mikrorisse ausbreiten, und das geschmolzene Aluminium dringt in den Riss ein und reagiert weiter mit der Matrix, um Fe 2 Al-Verbindungen zu bilden. Beim anschließenden wiederholten Druckgussprozess lösen sich die Fe.}Al-Verbindungen an der Oberfläche des Prüfkörpers unter Bildung von Grübchen ab. Nach dem Beizen und der Ultraschallreinigung erschien die Oberfläche des Testblocks ähnlich den netzartigen Aluminium-Flüssigkeits-Reinigungseigenschaften. Abbildung 4 (b, c) zeigt, dass die Testblöcke aus 4Cr5Mo2V + Co-Stahl und 4Cr5Mo2V + Ni-Stahl keine Risse aufweisen die Rissbildungstendenz der Form und verbessern die Aluminiumbeständigkeit Flüssigkeitsschadensleistung. Die Zugabe von Nichtkarbid-bildenden Elementen aus Nickel und Diamant kann die Hochtemperaturhärte der Form verbessern, und der Diamant kann auch die Verteilung und Ausscheidung von Molybdänkarbid während des Anlassprozesses fördern und den Ausscheidungshärtungseffekt verstärken 'z-} 1. Die Forschung von Ling Qian et al. hat gezeigt, dass die Zugabe von austenitstabilisierenden Elementen zu Druckgussstahl die Spannungskonzentration reduzieren kann. Sowohl Bohrer als auch Nickel sind Elemente, die die Austenitzone erweitern, sodass die Druckgussformoberflächen von 3Cr4Mo5V + Ni-Stahl und 2Cr4Mo5V + Co-Stahl nicht anfällig für Risse sind.
Das geschmolzene Aluminium im eigentlichen Druckgussprozess ist sehr stark gegen die Form. Gemäß dem Fe-A1-Phasendiagramm sind die durch die Reaktion von Stahl und geschmolzenem Aluminium gebildeten intermetallischen Fe-Al-Verbindungen hauptsächlich FeAlz, Fez A15, FeA13 usw., die spröde sind. Die Al-reiche Phase der Aluminiumlegierung wird brechen sich von der Matrix ab und dringen in das geschmolzene Aluminium unter dem Abwaschen des geschmolzenen Aluminiums ein, wobei Vertiefungen auf der Oberfläche der Form zurückbleiben. Die Kombination aus einem Teil der Aluminiumlegierung und den Formgruben ist relativ fest und fällt nicht ab und bildet weiter Fe-Al-Verbindungen. Das Aluminium, Fe.}Al und dort anhaftende Verbindungen neigen beim Abkühlen zu Mikrorissen. Druckgussblech enthält weniger flüssiges Aluminium, so dass es schneller erstarrt und die Reaktion zwischen der Form und dem flüssigen Aluminium langsamer ist. Daher weist die Oberfläche des Testblocks aufgrund der Reaktion von Fe und Al weniger Löcher auf, und durch die Erosion der Aluminiumflüssigkeit wird mehr klebriges Aluminium erzeugt.
2. 2 Oberflächenhärte
Tabelle 3 ist der Durchschnittswert der Oberflächenhärte der drei Druckguss-Testblöcke nach unterschiedlichen Druckgusszeiten. Die Daten in Tabelle 3 zeigen, dass die Oberflächenhärte der drei Arten von Testblöcken alle leicht abnimmt. Mit zunehmender Anzahl der Druckgussformen kommt dies einem wiederholten Anlassen des Prüfkörpers gleich, sodass die Härte abnimmt. Nach 1,000 Druckgussvorgängen weist die Härte des 4Cr5Mo2V + Co-Stahlprüfkörpers mit 1.4 HRC den geringsten Abfall auf; der 4Cr5Mo2V-Stahltestblock weist die deutlichste Abnahme auf.
Offensichtlich ist es um 2 HRC gesunken; die Oberflächenhärte des 8Cr4Mo5V + Ni-Stahlprüfkörpers ist um 2 HRC gesunken. Eine stabile Formhärte ist vorteilhaft, um das Anhaften von Aluminium zu reduzieren, d. h. es ist vorteilhaft, einer thermischen Beschädigung durch Druckguss zu widerstehen.
| Tabelle 3 Oberflächenhärte der Testblöcke nach dem Druckguss für verschiedene Zeiten % | ||||||
| Werkstoff | Kein Druckguss | 200 Zeiten | 400 Zeiten | 600 Zeiten | 800 Zeiten | 1000 Zeiten |
| 4Cr5Mo2V-Stahl | 48.6 | 48.4 | 48.1 | 47.2 | 46.9 | 45.8 |
| 4Cr5Mo2V+Ni-Stahl | 47.5 | 47.4 | 47.2 | 46.8 | 46.9 | 46.1 |
| 4Cr5Mo2V+Co-Stahl | 47.7 | 47.5 | 47.1 | 46.5 | 46.2 | 45.9 |
Nach langem Anlassen des Gesenkstahls zersetzt sich der Martensit und die Sekundärkarbide werden gröber, was zu einer Abnahme der Oberflächenhärte führt. Sowohl Bohrer als auch Nickel sind Nicht-Karbid-Formelemente, die Fe-Atome ersetzen können, um die feste Lösung des Stahls von 5 auf 8 zu verstärken, so dass die Form eine höhere Hochtemperaturfestigkeit aufweist und nach wiederholtem schnellen Erhitzen und Abkühlen eine höhere Härte behält. Die China Die Casting Association hat die Elementverteilung im vergüteten Cr-Mo-V-Ni-Stahl untersucht und festgestellt, dass sich während des Anlassprozesses Ni-Elemente um die Karbide herum anreichern, wodurch die Kohlenstoffatome im Ferrit behindert werden die Karbide Die kontinuierliche Diffusion der Karbide erhöht die Aktivierungsenergie der Karbidvergröberung, hemmt das Karbidwachstum, wodurch der Härteabfall des nickelhaltigen 4Cr5Mo2V-Stahls verringert und seine Beständigkeit gegen geschmolzenes Aluminium verbessert wird.
Die China Die Casting Association hat die thermische Stabilität und die Mikrostrukturänderungen von Gesenkstahl mit 1% Ni und ohne Ni untersucht und festgestellt, dass Nickel in der späteren Phase des Wärmebeständigkeitstests die Härte des Gesenkstahls verlangsamt, wodurch der Stahl besser thermisch stabiler Sex. Bohren ist ein Element, das die Austenit-Phasenzone erweitert. Das Hinzufügen von Bohrern zu 4Cr5Mo2V-Stahl kann die Auflösung von Karbiden während des Austenitisierungsprozesses fördern, den Kohlenstoffgehalt von Austenit erhöhen und die Stabilität von Austenit erhöhen, wodurch der Restaustenit erhöht wird Die Menge an Tensit und die Härte von Martensit, und der Bohrer kann auch fördern die Verteilung und Ausscheidung von Molybdänkarbid während des Anlassprozesses und verstärken den Ausscheidungshärtungseffekt z'-1.
Durch die verstärkende Wirkung von Nickel und Bohrer auf die Matrix hat der Gesenkstahl-Prüfkörper auch nach mehrmaligem Auswaschen des geschmolzenen Aluminiums noch eine höhere Oberflächenhärte, so dass er erosionsbeständiger ist, was der Widerstandsfähigkeit des Prüfkörpers zugute kommt zum Schaden des geschmolzenen Aluminiums. Auch die Oberflächenhärte des Prüfkörpers und der Grad der Aluminiumhaftung zeigen sich (siehe Bild 3, Tabelle 3): Der gebohrte 4Cr5 Mo2V Stahlprüfkörper weist nach 1,000 Druckgussvorgängen die geringsten Oberflächennarben und Aluminiumhaftung auf, d.h. die Beständigkeit gegen Schäden durch Aluminiumflüssigkeit ist die beste. Daher ist die Verstärkungswirkung der Zugabe von 1 % Co zu Stahl größer als die Zugabe von 1 % Ni, was beides dazu beiträgt, die Anti-Aluminium-Beschädigungsleistung von Gesenkstahl zu verbessern.
3.Fazit
- Nach 1 000-maligem Druckgießen einer Aluminiumlegierung haftet die 4Cr5 Mo2V-Stahlprobe mit Bohrer am wenigsten Aluminium, und die 4Cr5Mo2V-Stahlprobe haftet am meisten Aluminium, d.
- Nach dem 1,000-fachen Druckgießen einer Aluminiumlegierung verringerte sich die Oberflächenhärte von 4Cr5Mo2V-Stahl, 4Cr5Mo2V +Ni-Stahl und 4Cr5Mo2V + Co-Stahlproben um 2.8, 1.8 und 1.4 HRC, d aus 4Cr5Mo2V Druckgussformstahl.
Bitte bewahren Sie die Quelle und Adresse dieses Artikels für den Nachdruck auf: Einfluss von Bohrer und Nickel auf die Beständigkeit gegen thermische Schäden von 4Cr5Mo2V-Druckgussstahl
Mingh Druckgussunternehmen sind der Herstellung und Bereitstellung von hochwertigen und leistungsstarken Gussteilen gewidmet (das Angebot an Metalldruckgussteilen umfasst hauptsächlich) Dünnwandiger Druckguss,Heißkammerdruckguss,Kaltkammerdruckguss), Runder Service (Druckguss-Service,CNC-Bearbeitung,Formenbau,Oberflächenbehandlung). Alle kundenspezifischen Aluminium-Druckguss-, Magnesium- oder Zamak/Zink-Druckguss- und andere Gussanforderungen können uns gerne kontaktieren.

Unter der Kontrolle von ISO9001 und TS 16949 werden alle Prozesse durch Hunderte von fortschrittlichen Druckgussmaschinen, 5-Achsen-Maschinen und anderen Einrichtungen durchgeführt, von Blasgeräten bis hin zu Ultraschall-Waschmaschinen.Minghe verfügt nicht nur über fortschrittliche Ausrüstung, sondern auch über professionelle Team aus erfahrenen Ingenieuren, Bedienern und Inspektoren, um das Design des Kunden zu verwirklichen.

Auftragsfertigung von Druckgussteilen. Zu den Fähigkeiten gehören Kaltkammer-Aluminium-Druckgussteile von 0.15 lbs. bis 6 lbs., Schnellwechseleinrichtung und Bearbeitung. Mehrwertdienste umfassen Polieren, Vibrieren, Entgraten, Kugelstrahlen, Lackieren, Plattieren, Beschichten, Montage und Werkzeugbau. Zu den Materialien, mit denen gearbeitet wird, gehören Legierungen wie 360, 380, 383 und 413.

Unterstützung bei der Konstruktion von Zinkdruckguss / gleichzeitige Engineering-Dienstleistungen. Auftragsfertigung von Präzisions-Zink-Druckgussteilen. Es können Miniaturgussteile, Hochdruck-Kokillengussteile, Mehrschieber-Kokillengussteile, konventionelle Kokillengussteile, Einzel- und Einzeldruckgussteile sowie hohlraumdichte Gussteile hergestellt werden. Gussteile können in Längen und Breiten bis zu 24 Zoll in +/-0.0005 Zoll Toleranz hergestellt werden.

ISO 9001: 2015 zertifizierter Hersteller von Magnesium-Druckguss. Zu den Fähigkeiten gehören Hochdruck-Magnesium-Druckguss bis zu 200 Tonnen Heißkammer und 3000 Tonnen Kaltkammer, Werkzeugdesign, Polieren, Formen, Bearbeitung, Pulver- und Flüssiglackierung, vollständige Qualitätssicherung mit KMG-Fähigkeiten , Montage, Verpackung & Lieferung.

ITAF16949-zertifiziert. Zusätzlicher Casting-Service inklusive Feinguss,Sandguss,Schwerkraftguss, Verlorener Schaumguss,Schleuderguss,Vakuumgießen,Dauerguss,.Zu den Fähigkeiten gehören EDI, technische Unterstützung, Volumenmodellierung und Sekundärverarbeitung.

Gussindustrie Teile-Fallstudien für: Autos, Fahrräder, Flugzeuge, Musikinstrumente, Wasserfahrzeuge, optische Geräte, Sensoren, Modelle, elektronische Geräte, Gehäuse, Uhren, Maschinen, Motoren, Möbel, Schmuck, Vorrichtungen, Telekommunikation, Beleuchtung, medizinische Geräte, Fotogeräte, Roboter, Skulpturen, Tongeräte, Sportgeräte, Werkzeuge, Spielzeug und mehr.
Was können wir Ihnen als nächstes helfen?
∇ Zur Startseite gehen für Druckguss China
→Gussteile- Finden Sie heraus, was wir getan haben.
→Bewertete Tipps zu Druckgussdienste
By Minghe Druckgusshersteller |Kategorien: Hilfreiche Artikel |Werkstoff Stichworte: Aluminiumguss, Zinkguss, Magnesiumguss, Titanguss, Edelstahlguss, Messingguss,Bronzeguss,Casting-Video,Unternehmensgeschichte,Aluminiumdruckguss |Kommentare deaktiviert







