
Neuer Prozess der wassergekühlten Basis aus Aluminiumdruckguss vom Typ W
Mit der rasanten Entwicklung von Aggregaten, Elektrofahrzeugen und Fertigungstechnologien für U-Bahn-Motoren werden wassergekühlte Aluminiumgussrahmenstrukturen häufig in der Motorenfertigung eingesetzt. Elektrofahrzeugmotoren mit umweltfreundlicher und umweltfreundlicher Energie, Hochgeschwindigkeits-EMU-Powerpack-Generatoren, Flughafenbusmotoren und Permanentmagnet-Traktionsmotoren für den Schienenverkehr im Stadtverkehr verwenden meist wassergekühlte Aluminiumguss-Sockel. Die gute Wärmeabfuhrwirkung des wassergekühlten Gussrahmens ist der Schlüssel zur Erfüllung der Anforderungen im Motorenbau. Der Hauptherstellungsprozess umfasst Metallschmelztechnik, Umformtechnik, Montagetechnik, Verarbeitungstechnik und andere Aspekte. Ob der Aufbau des wassergekühlten Maschinenbetts aus Aluminiumguss sinnvoll ist und dessen Qualität sich direkt auf die Betriebssicherheit, die Arbeitsproduktivität und den wirtschaftlichen Nutzen dieses Motortyps auswirkt. Anwendungsstruktur Eine vernünftige wassergekühlte Rahmenstruktur aus Aluminiumguss kann die Betriebszuverlässigkeit dieses Motorrahmentyps verbessern, den Herstellungszyklus verkürzen, Herstellungskosten sparen und die Arbeitsproduktivität und den wirtschaftlichen Nutzen verbessern.
1. Aktueller Stand der Produktionstechnologie des wassergekühlten Rahmens
1.1 Prozessmethode
Die Herstellungsmethoden von wassergekühlten Aluminiumguss-Sockeln in der gleichen Industrie im In- und Ausland umfassen: Integral-Sandguss, Split-Sandguss, Strangpressen usw. Der gesamte Gussprozess ist: Formkernkastenherstellung-Sandform-Sandkernherstellung- Legierung-Schmelzkasten Montage-Gießen-Reinigung-Fertigprodukt. Der Split-Casting-Prozess ist: Formkernkastenherstellung-Sandform-Sandkernherstellung-Legierungsschmelzkasten-Montage-Gießen-Reinigen-Verarbeiten-Schweißen-Montage, um einen Basisrohling zu bilden. Der Strangpressprozess ist: Formenbau-Aluminiumguss-Schmelzen-Gießen von Aluminiumbarren-Hochdruck-Strangpressen-Schweißmaschinen-Rohlinge.
1.2 Mängel traditioneller Handwerke und Methoden
Das Problem eines wassergekühlten Rahmens aus Integralguss-Aluminiumguss ist die geringe Ausbeute des Rahmens und der lange Herstellungszyklus. Das größte Problem besteht darin, den Sandkern des Wasserkanals schwer zu reinigen und den Sandkern des Wasserkanals schwer zu befestigen; die struktur des wassergekühlten rahmens aus gespaltenem sandgussaluminium hat Probleme. Der Produktionsprozess ist umständlich, der Zyklus ist zu lang, die Qualität ist schwer zu kontrollieren, und die Innen- und Außenzylinder müssen vorbearbeitet werden, und die Stirnseiten werden abgedichtet und verschweißt, was nach der Verarbeitung leicht undicht wird; der stranggepresste Aluminiumguss wassergekühlter Unterbau: begrenzt durch die Tonnage der Presse, groß Der Maschinenfuß ist nicht realisierbar und es besteht die Gefahr von Wasseraustritt durch die zu bearbeitende Siegel- und Schweißnaht. Aufgrund von Qualitätsproblemen beim Schweißen leckt die Maschinenbasis häufig, was die Leistung der Maschinenbasis beeinträchtigt und sogar zum Verschrotten des Motors führt.
2. Konzeption und Ziel der neuen Prozessmethode
Durch die Analyse der Mängel traditioneller Prozessmethoden wird ein neuer Prozess vorgeschlagen, dessen Eigenschaften umfassen:
- 1) Einmaliges Spritzgießen von Innen und Außen mit Hochdruck.
- 2) Die strukturellen Merkmale des Kühlkanals werden gleichzeitig mit dem Innen- und Außenzylinder gebildet.
- 3) Eliminiert die schwierigen und langen Bearbeitungsschritte des Kühlwasserkanals des Maschinenbetts.
- 4) Die Schweißnaht wird auf der Innenseite des Flansches kontrolliert und die Schweißnaht darf nicht bearbeitet werden, wodurch das Druck- und Wasserleckproblem des Maschinenfußes während des Schweißprozesses gelöst wird.
- 5) Richten Sie Positionierungs- und Anti-Channeling-Strukturen an der Wand der Wasserstraße ein, um die Zuverlässigkeit der Maschinenbasis zu verbessern.
- 6) Interferenz-Heizhülsenbildung.
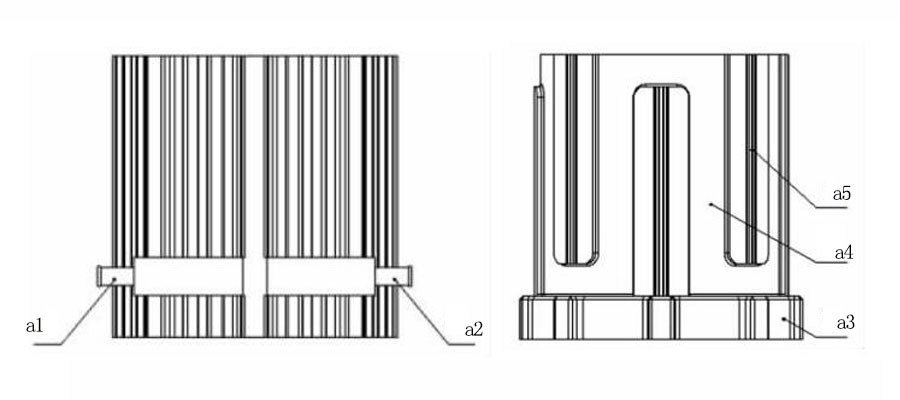
- a1: Einlass
- a2: Wasserstraße
- a3: Schweißschutzflansch und Enddeckel des inneren Zylinders
- a4: Kühlwasserstraße
- a5: Anti-Wasser-Führungstaste
3. Der spezifische Implementierungsprozess des neuen Prozesses
Der Ablauf des neuen Druckgussverfahrens ist: Formenbau-Legierungsschmelzen-Druckguss-Warmband-Schweißen-Basisrohling. Die Wasserkanäle des Innen- und Außenzylinders werden im Druckgussverfahren in Form gegossen, eine Bearbeitung ist nicht erforderlich. Nutzen Sie die Eigenschaften des Druckgusses, hohe Geschwindigkeit, hohe Oberflächengüte, Einsatz von Druckgusstechnologie, Druckguss in Außen- und Innenzylinder. Die W-förmige Kanalstruktur und die W-Führungsnut sind auf den Innenzylinder gegossen, wie in Fig. 2 gezeigt; der Außenzylinder wird mit einer Führungs- und Verriegelungsstruktur gegossen, der Innen- und der Außenzylinder werden gleichzeitig vorgewärmt und dann werden der Innen- und Außenzylinder wie in Abb. 3 gezeigt erwärmt.

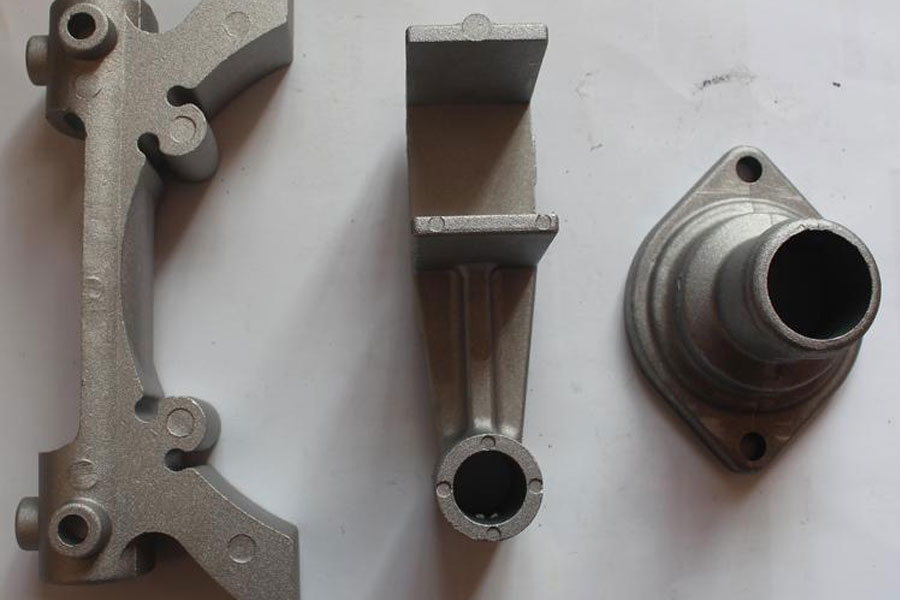
Die Dichtung wird wie in Bild 4 gezeigt in einen Basisrohling eingeschweißt. Die Vorteile des neuen Verfahrens sind:
- 1) Die Innen- und Außenzylinder werden direkt im Druckgussverfahren ohne Verarbeitungswasserkanäle geformt.
- 2) Der Außenzylinder hat einen Innenflansch und der Innenzylinder hat einen Außenflansch zum Schutz der Schweißnaht.
- 3) Die Innen- und Außenzylinder werden für die Interferenzheizung vorgewärmt.
- 4) Richten Sie Führungs- und Verriegelungsvorrichtungen ein, um die Zuverlässigkeit der Basis zu gewährleisten.
4. Fazit
Das neue Herstellungsverfahren des W-förmigen wassergekühlten Rahmens ist ein Präzedenzfall in der heimischen professionellen Automobilindustrie. Basierend auf der Aufnahme der in- und ausländischen Technologie zur Herstellung von Aluminiumgussrahmen, kombiniert mit der Gussstruktur, werden spezielle Prozessmethoden verwendet, um die Herstellung von W-förmigen wassergekühlten Aluminiumgussrahmen zu realisieren verwendet werden, werden vorwärmende Presshülsen verwendet, Schweißschutz und Wasseraustrittsschutzstruktur sind geschickt angeordnet und die Herstellung eines W-förmigen wassergekühlten Aluminiumguss-Maschinengestells wird realisiert. Verkürzen Sie den Produktentwicklungszyklus, reduzieren Sie die Schwierigkeit und Arbeitsintensität der Motorenproduktion, vereinfachen Sie den Herstellungsprozess von Schlüsselkomponenten für elektrische Maschinen, verbessern Sie die Zuverlässigkeit von Herstellung und Betrieb und kontrollieren Sie effektiv die Kosten der Motorenherstellung.
Bitte bewahren Sie die Quelle und Adresse dieses Artikels für den Nachdruck auf: Neuer Prozess der wassergekühlten Basis aus Aluminiumdruckguss vom Typ W
Mingh Druckgussunternehmen sind der Herstellung und Bereitstellung von hochwertigen und leistungsstarken Gussteilen gewidmet (das Angebot an Metalldruckgussteilen umfasst hauptsächlich) Dünnwandiger Druckguss,Heißkammerdruckguss,Kaltkammerdruckguss), Runder Service (Druckguss-Service,CNC-Bearbeitung,Formenbau,Oberflächenbehandlung). Alle kundenspezifischen Aluminium-Druckguss-, Magnesium- oder Zamak/Zink-Druckguss- und andere Gussanforderungen können uns gerne kontaktieren.

Unter der Kontrolle von ISO9001 und TS 16949 werden alle Prozesse durch Hunderte von fortschrittlichen Druckgussmaschinen, 5-Achsen-Maschinen und anderen Einrichtungen durchgeführt, von Blasgeräten bis hin zu Ultraschall-Waschmaschinen.Minghe verfügt nicht nur über fortschrittliche Ausrüstung, sondern auch über professionelle Team aus erfahrenen Ingenieuren, Bedienern und Inspektoren, um das Design des Kunden zu verwirklichen.

Auftragsfertigung von Druckgussteilen. Zu den Fähigkeiten gehören Kaltkammer-Aluminium-Druckgussteile von 0.15 lbs. bis 6 lbs., Schnellwechseleinrichtung und Bearbeitung. Mehrwertdienste umfassen Polieren, Vibrieren, Entgraten, Kugelstrahlen, Lackieren, Plattieren, Beschichten, Montage und Werkzeugbau. Zu den Materialien, mit denen gearbeitet wird, gehören Legierungen wie 360, 380, 383 und 413.

Unterstützung bei der Konstruktion von Zinkdruckguss / gleichzeitige Engineering-Dienstleistungen. Auftragsfertigung von Präzisions-Zink-Druckgussteilen. Es können Miniaturgussteile, Hochdruck-Kokillengussteile, Mehrschieber-Kokillengussteile, konventionelle Kokillengussteile, Einzel- und Einzeldruckgussteile sowie hohlraumdichte Gussteile hergestellt werden. Gussteile können in Längen und Breiten bis zu 24 Zoll in +/-0.0005 Zoll Toleranz hergestellt werden.

ISO 9001: 2015 zertifizierter Hersteller von Magnesium-Druckguss. Zu den Fähigkeiten gehören Hochdruck-Magnesium-Druckguss bis zu 200 Tonnen Heißkammer und 3000 Tonnen Kaltkammer, Werkzeugdesign, Polieren, Formen, Bearbeitung, Pulver- und Flüssiglackierung, vollständige Qualitätssicherung mit KMG-Fähigkeiten , Montage, Verpackung & Lieferung.

ITAF16949-zertifiziert. Zusätzlicher Casting-Service inklusive Feinguss,Sandguss,Schwerkraftguss, Verlorener Schaumguss,Schleuderguss,Vakuumgießen,Dauerguss,.Zu den Fähigkeiten gehören EDI, technische Unterstützung, Volumenmodellierung und Sekundärverarbeitung.

Gussindustrie Teile-Fallstudien für: Autos, Fahrräder, Flugzeuge, Musikinstrumente, Wasserfahrzeuge, optische Geräte, Sensoren, Modelle, elektronische Geräte, Gehäuse, Uhren, Maschinen, Motoren, Möbel, Schmuck, Vorrichtungen, Telekommunikation, Beleuchtung, medizinische Geräte, Fotogeräte, Roboter, Skulpturen, Tongeräte, Sportgeräte, Werkzeuge, Spielzeug und mehr.
Was können wir Ihnen als nächstes helfen?
∇ Zur Startseite gehen für Druckguss China
→Gussteile- Finden Sie heraus, was wir getan haben.
→Bewertete Tipps zu Druckgussdienste
By Minghe Druckgusshersteller |Kategorien: Hilfreiche Artikel |Werkstoff Stichworte: Aluminiumguss, Zinkguss, Magnesiumguss, Titanguss, Edelstahlguss, Messingguss,Bronzeguss,Casting-Video,Unternehmensgeschichte,Aluminiumdruckguss |Kommentare deaktiviert







